I am of little help but have extensive experience in a production setting with 3/16″ blind rivets. .195 is the preferred hole size. If it’s the same for a solid rivet, I would say .20 is just fine. I would also assume it expanded .005 over the years of abuse and initial expansion.
IDO » Forums » Fishing Forums » Toys for Big Boys » Outdoor Gear Forum » Advice for those with solid rivet experience
Advice for those with solid rivet experience
-
 stevenoak
Posts: 1719January 18, 2022 at 4:51 pm #2091125
stevenoak
Posts: 1719January 18, 2022 at 4:51 pm #2091125I have 3 sizes from using them over the years. Got the air chisel bit off the Snap-on truck, then used a body dolly to back it up. Granted you can get to both sides. When I bought the rivets, I got the standard size then oversized. Not sure of the diameter. They are packed in a storage unit waiting for garage to be built.
January 18, 2022 at 5:18 pm #2091139When we redo Jon boats, olivia holds a 5# block of steel behind them and I hit them with a palm nailer. I’m very careful with it, but works great. Holes for the solid rivets are about the same.
We used 3M 5200 adhesive in addition to just the robot. Olivia used a toothpick and put just a tiny ring beneath the head. She had 100% success rate when we filled the boats to test
January 18, 2022 at 5:35 pm #2091142When we redo Jon boats, olivia holds a 5# block of steel behind them and I hit them with a palm nailer. I’m very careful with it, but works great. Holes for the solid rivets are about the same.
We used 3M 5200 adhesive in addition to just the robot. Olivia used a toothpick and put just a tiny ring beneath the head. She had 100% success rate when we filled the boats to test
I like that idea (the toothpick), there are are rivets I will have to do that I definitely wanted to use 5200 on (like the ones in the bottom of the livewell I had to remove) but I hadn’t sat and stared at it yet for an hour to come up with a way how. I’ve got some syringes I use for measuring small amounts of epoxy, but I think I’d have better luck with a toothpick, no worries about it gumming up before I’m done (as likey would in the syringe). The ones up at gunnel to sidewall I’m not too worried on, the rub rail rubber also covers them and if I’m getting a lot of water that high up I had better already be swimming to shore.
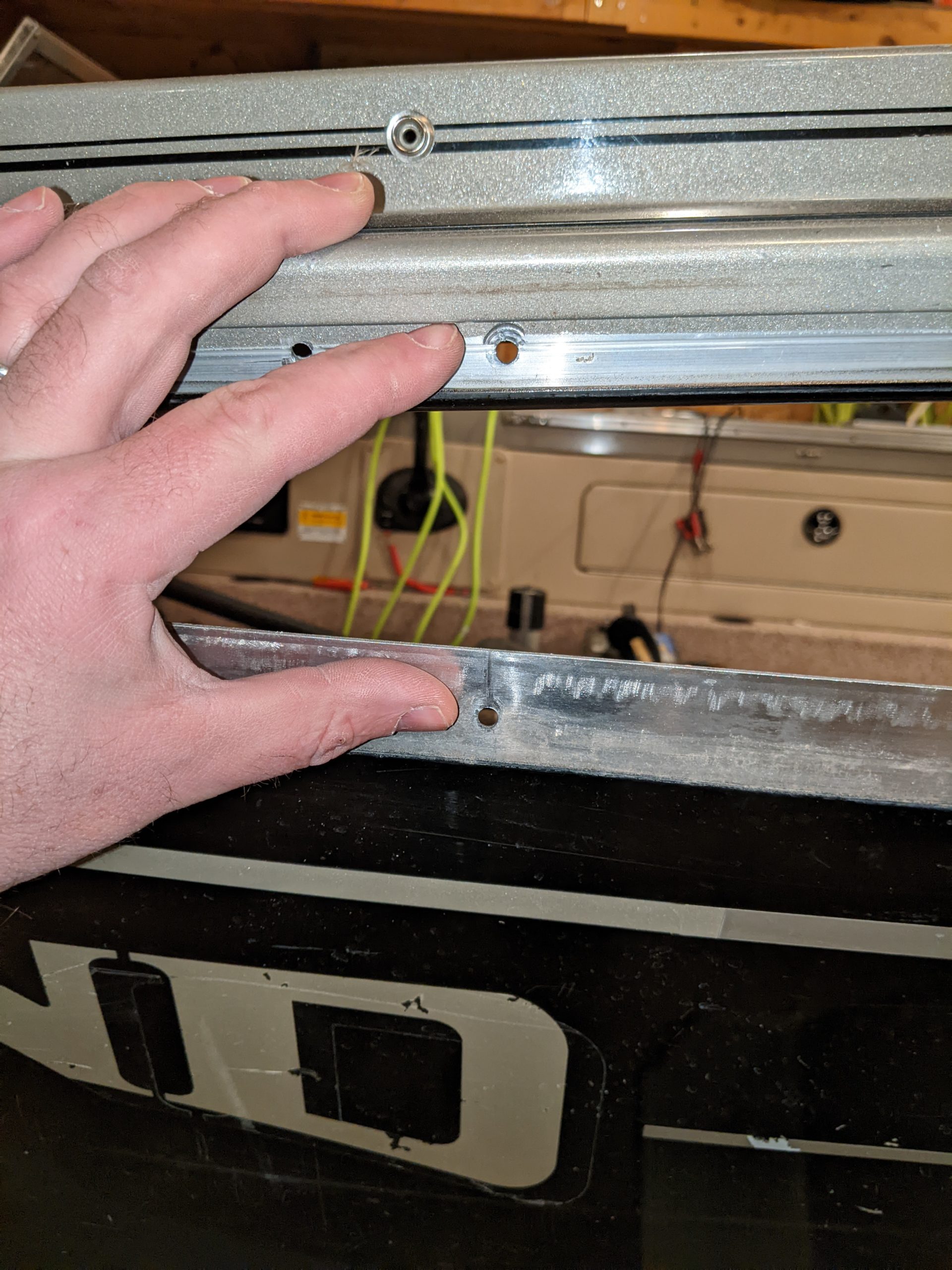
I did take a quick picture, I’ve got the top part propped up right now as I was doing some more test fitting of the new transom.
Attachments:

PXL_20220118_225315248-scaled.jpg
January 19, 2022 at 6:09 am #2091235A 3/16 rivet hole is normally drilled with a #10 drill bit. As long as you can fill the hole I would use a 3/16 rivet. Just make sure you’re on the rivet straight and start slow, you wont be able to do that with an air hammer, you will need a 4X rivet gun.
January 19, 2022 at 6:51 am #2091239A 3/16 rivet hole is normally drilled with a #10 drill bit. As long as you can fill the hole I would use a 3/16 rivet. Just make sure you’re on the rivet straight and start slow, you wont be able to do that with an air hammer, you will need a 4X rivet gun.
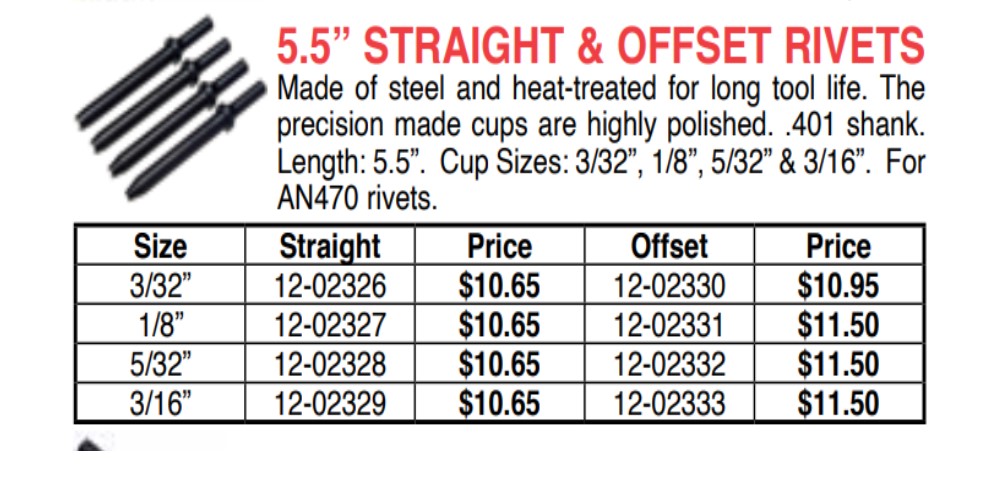
Just curious why one will need the entire rivet gun if one already has an air hammer? Won’t the .401 shank fit an air hammer? One can feather the trigger on either gun. One can add an adjustable regulator at the gun for either gun. https://www.aircraftspruce.com/catalog/topages/topcanrivetsets3.php
Attachments:
rivetset.jpg
January 19, 2022 at 7:05 am #2091245In my limited experience with air hammers you can’t feather the trigger, they are all or nothing. A rivet gun with a good trigger you can start slow. My Cleco 5e gun you can actually feel the individual hammer strikes and then slowly go to full power. Maybe there are air hammers out there that work that way but I’ve never used one. He can try the air hammer but chances are the rivet will toe nail. Another option is to use a rivet squeeze, but I doubt he has the tooling. What rivet material are you using, if they are soft enough an air hammer will probably work. Regardless, I would try the 3/16″ and only go to 1/4″ as a last resort.
Viewing 7 posts - 1 through 7 (of 7 total)
You must be logged in to reply to this topic.